
최근 반도체 EMC 스트립 그라인딩 공정을 보다가 CBN휠과 드레싱용 연마지석을 접하게 됐다.
처음에는 휠이 소재를 연마하는 단순 소모품인줄로만 알았다.
그런데 알고 보니, 그 휠도 다시 관리해야 한다.
CBN휠은 EMC 스트립을 그라인딩하는 공정에서 쓰일 수 있고, 이 휠의 표면 상태를 일정하게 유지하기 위해 드레싱용 연마지석이 사용된다. 이번 글은 CBN휠과 연마지석의 관계를 공정 이해 차원에서 정리한 노트다.
특정 설비나 고객사 조건을 설명하는 글은 아니다. 실제 조건은 장비, 휠 사양, EMC 재질, 공정 조건에 따라 달라질 수 있으므로 기본 개념 중심으로 정리했다.
CBN휠의 역할
EMC 스트립 그라인딩은 반도체 패키지 공정에서 EMC 표면이나 두께를 일정하게 맞추기 위해 수행되는 연마 공정으로 이해하면 된다.
이때 CBN휠은 EMC 스트립을 실제로 연마하는 공구 역할을 한다. CBN은 Cubic Boron Nitride의 약자로, 고경도 소재 가공에 쓰이는 초연마재 계열로 보면 된다.
중요한 건 CBN휠도 쓰면서 계속 같은 상태로 남아 있지는 않는다는 점이다. 휠 표면이 막히거나, 무뎌지거나, 편마모가 생기면 연마 품질과 공정 안정성에 영향을 줄 수 있다.
📌 휠도 소모품이고, 휠 상태도 관리 대상이다
연마 공정에서는 휠이 소재를 깎는다. 하지만 그 휠도 사용하면서 표면 상태가 변한다. 그래서 CBN휠을 일정하게 유지하기 위한 드레싱 공정이 필요해진다.
CBN휠의 관리
연마휠은 표면에 노출된 연마입자가 소재를 깎는 구조다. 그런데 사용이 반복되면 휠 표면 상태가 변한다.
| 상태 변화 | 의미 | 공정 영향 |
|---|---|---|
| 막힘 | 휠 표면에 칩이나 가공물이 끼는 상태 | 절삭력 저하, 발열, 표면 품질 저하 |
| 무뎌짐 | 연마입자의 날카로운 절삭성이 약해짐 | 연마 효율 저하, 품질 편차 가능성 |
| 편마모 | 휠이 균일하게 닳지 않는 상태 | 두께 편차, 형상 불안정 가능성 |
드레싱용 연마지석은 이런 휠 표면 상태를 다시 정리하는 역할로 이해하면 된다. 휠 표면의 막힘을 줄이고, 무뎌진 표면을 다시 열어주고, 일정한 연마 상태를 유지하는 데 도움을 주는 소모품이다.

드레싱과 트루잉
연마휠을 관리한다고 할 때 자주 나오는 단어가 드레싱과 트루잉이다. 둘은 비슷하게 쓰이기도 하지만, 엄밀히 보면 보는 포인트가 조금 다르다.
| 구분 | 쉽게 말하면 | 목적 |
|---|---|---|
| Dressing | 휠 표면을 다시 살리는 작업 | 막힘 제거, 입자 노출, 절삭성 회복 |
| Truing | 휠 형상을 바로잡는 작업 | 진원도, 평탄도, 형상 보정 |
현장에서는 두 표현이 섞여 쓰이는 경우도 있지만, 글에서는 드레싱을 주로 휠 표면 상태를 회복시키는 작업으로 보고 정리한다.
연마지석 = Dresser
내가 접한 제품은 구멍이 없는 원형의 연마지석이었다.
설명받은 구조는 이렇다. 원형 지석을 테이블 지그에 물려 고정하고, 위에서 CBN휠이 회전하면서 지석 표면과 접촉하는 형태다. 이 과정을 통해 CBN휠 표면을 정리하는 방식으로 이해했다.
실제 장비 구조와 세부 조건은 설비마다 다를 수 있다. 여기서는 특정 설비 조건이 아니라, 내가 이해한 공정 개념을 기준으로 설명한다.
이번에 접한 연마지석 형태
- 구멍이 없는 원형 지석
- 테이블 지그에 고정
- 위에서 CBN휠이 회전하며 접촉
- WA, GC 두 종류 검토
- 사용량은 WA 쪽이 훨씬 많다고 들음

WA와 GC의 차이점
이번에 들은 연마지석 종류는 크게 WA와 GC였다.
WA는 White Alumina 계열, GC는 Green Silicon Carbide 계열로 이해하면 된다. 둘 다 연마재로 쓰이지만 성향이 다르다.
| 구분 | 일반적인 이해 | 비고 |
|---|---|---|
| WA | 화이트 알루미나 계열 연마재 | 사용량이 많은 쪽으로 들음 |
| GC | 그린 실리콘카바이드 계열 연마재 | 조건에 따라 검토 가능 |
이 부분은 단순히 WA가 좋다, GC가 좋다로 볼 문제가 아니다. CBN휠의 사양, bond 타입, 공정 조건, 원하는 드레싱 효과에 따라 선택이 달라질 수 있다.
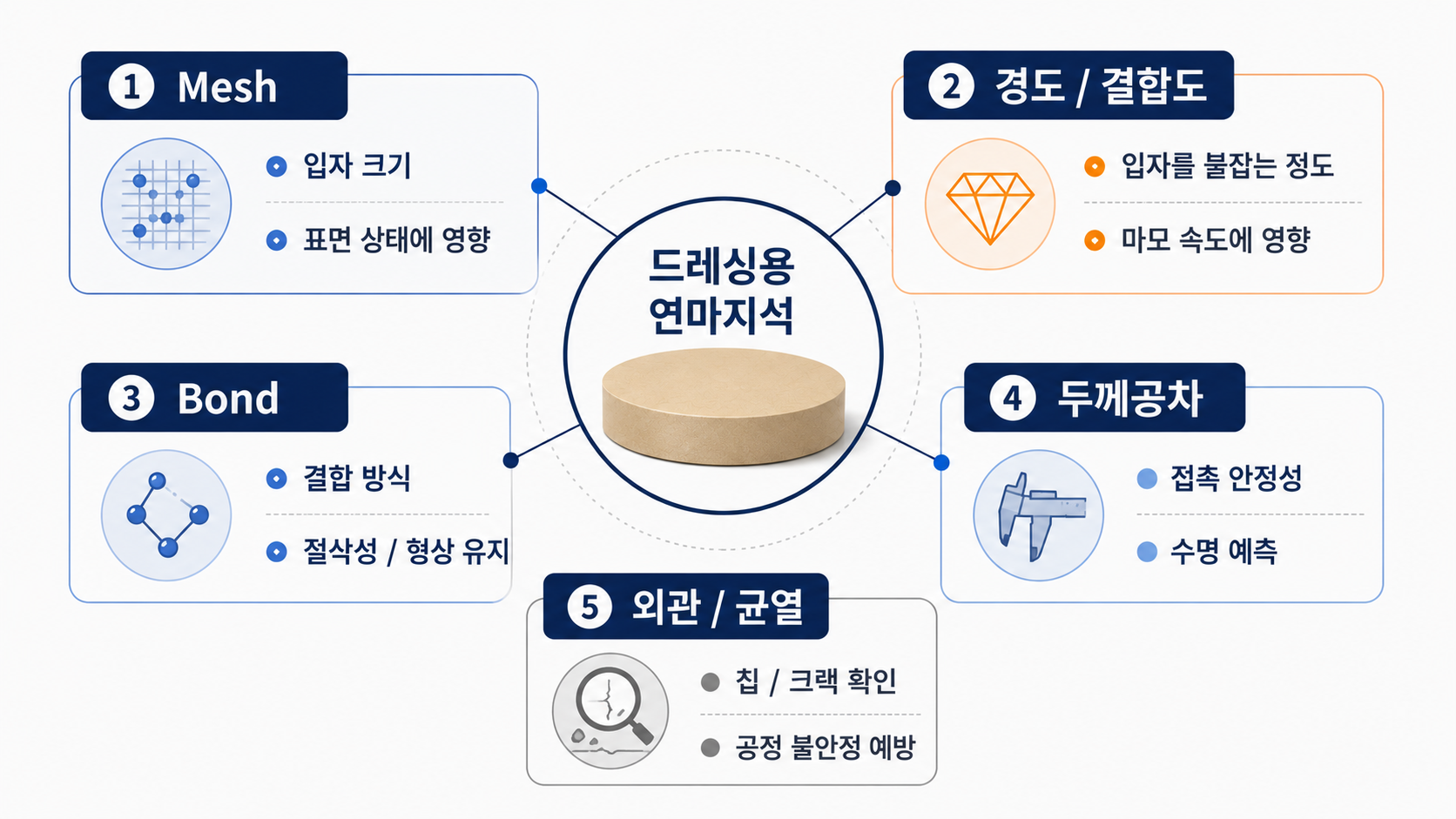
연마지석에서 봐야 하는 물성
연마지석을 검토하면서 생각보다 중요하게 봐야 할 항목이 있었다. 단순히 “연마가 된다”가 아니라, 어떤 조건으로 얼마나 일정하게 드레싱할 수 있는지가 중요했다.
| 항목 | 의미 | 왜 보는가 |
|---|---|---|
| Mesh | 연마입자 크기 | 드레싱 거칠기와 휠 표면 상태에 영향 |
| 경도 / 결합도 | 입자를 붙잡는 정도, 지석이 무너지는 정도 | 마모 속도와 드레싱 안정성에 영향 |
| Bond | 연마입자를 묶는 결합 방식 | 절삭성, 마모, 형상 유지에 영향 |
| 두께공차 | 지석 두께 편차 | 접촉 안정성, 수명, 세팅 조건에 영향 |
| 외관 / 균열 | 칩, 크랙, 깨짐 여부 | 파손과 공정 불안정 예방 |
특히 두께공차와 경도, 결합도 관리는 반도체 공정으로 들어오면 더 예민하게 볼 수밖에 없다. 큰 금속 부품을 거칠게 연마하는 공정과 달리, EMC 스트립 그라인딩에서는 반복성과 균일성이 중요하기 때문이다.
📌 Mesh는 단독으로 보면 부족하다
CBN휠보다 더 고운 mesh의 지석을 써야 한다는 식으로 단순하게 이해하기 쉽다. 하지만 실제로는 CBN휠의 bond 타입, 드레싱 목적, 원하는 표면 상태에 따라 달라질 수 있다. Mesh만 볼 게 아니라 경도, 결합도, bond까지 같이 봐야 한다.
반도체 산업에서의 연마
연마재를 다루는 업체들은 자동차, 선박, 금속가공처럼 큰 산업재 쪽에 익숙한 경우가 많다. 그런 공정에서는 상대적으로 큰 부품을 많이 다루고, 연마 조건도 거칠게 느껴질 수 있다.
그런데 반도체 공정으로 들어오면 요구되는 관리 수준이 달라진다. 같은 연마라도 두께공차, 경도/결합도 편차, 표면상태, 공급 안정성이 훨씬 중요해진다.
연마지석 자체가 최종 제품은 아니지만, CBN휠 관리에 영향을 주고, 그 휠은 다시 EMC 스트립 그라인딩 품질에 영향을 준다. 결국 작은 소모품 하나도 공정 품질, 생산성과 연결된다.
📌 반도체 공정에서는 소모품 관리 수준도 달라진다
단순히 “잘 갈리냐”만 볼 수 없다. 두께공차가 일정한지, 경도와 결합도가 관리되는지, 로트 간 편차가 작은지, 장기적으로 같은 품질을 공급할 수 있는지를 같이 봐야 한다.
소모품의 중요성
정리하면 이렇다.
EMC 스트립 그라인딩에서는 CBN휠이 중요하다. 하지만 그 CBN휠도 사용하면서 상태가 변하고, 이 상태를 일정하게 유지하기 위해 드레싱용 연마지석이 필요할 수 있다.
드레싱은 휠 표면 상태를 회복시키는 작업이고, 트루잉은 휠 형상을 바로잡는 작업에 가깝다. 실제 현장에서는 두 표현이 섞일 수 있지만, 무엇을 관리하려는지 구분해서 봐야 한다.
드레싱용 연마지석을 볼 때는 mesh, 경도/결합도, bond, 두께공차, 외관 상태를 같이 봐야 한다. 특히 반도체 공정에서는 소모품 하나도 공정 품질과 연결될 수 있다.
| 체크 항목 | 확인할 것 |
|---|---|
| 공정 | EMC 스트립 그라인딩에서 어떤 역할인지 |
| 휠 상태 | 막힘, 무뎌짐, 편마모 가능성 |
| 드레싱 목적 | 표면 상태 회복인지, 형상 보정인지 |
| 연마지석 물성 | mesh, 경도/결합도, bond, 두께공차 |
| 품질관리 | 로트 편차, 외관, 균열, 공급 안정성 |
※ 본 글은 개인적으로 접한 산업재와 공개 자료를 바탕으로 정리한 참고용 글이다. CBN휠, 드레싱용 연마지석, WA/GC 선택, mesh, 경도, bond, 두께공차 등은 설비 구조와 공정 조건, 휠 사양에 따라 달라질 수 있으며, 실제 제품 선택 및 적용 전에는 제조사 공식 자료와 샘플 테스트를 반드시 확인해야 한다.